Austria, with its population of only 8.5 million, is often overshadowed by its neighbour Germany which is ten times larger, but in the global waste management hierarchy it is among the leaders together with Sweden and the Netherlands. These are countries which are starting to place greater emphasis on waste prevention and supply chain environmental management and in ensuring a maximum of resource recovery from not only municipal solid wastes (MSW) but also commercial and industrial wastes. 
In October 2008 I was fortunate to be speaking at the Waste Management and Recycling Congress in Berlin. There I had the opportunity to catch up with Dr Leopold Zahrer from the Environment Ministry at the Austrian government. He was updating us about the Austrian national position for waste management planning.
Then in February I was able to see at first hand the results of this waste planning at first hand in the capital, Vienna following up an earlier visit in April 2008. Vienna's strategy includes more segregation of household and commercial waste than we have in London, the incineration of all MSW residual waste and a new AD plant for selected food wastes.
From Waste to Resources in Austria
The Federal Ministry sets the overall framework for waste management in Austria but then the municipalities have responsibility for all waste management operations. In contrast to the UK, municipalities mainly fulfil their obligations through direct management and control from the town hall.
The overall amount of waste generated in the Federal Republic of Austria comes to 54m tonnes-per-annum (tpa), of which:
41% mined, excavated and quarried materials
12% construction and demolition
4% from commerce and industry
6% household and similar wastes
2% sewage sludge
The fact that the tonnage of commercial and industrial waste (C&I) is significantly lower than for household and similar wastes, which amounts to 3.7m tpa, infers that Austria is currently generating substantially less than the UK where the amount of C&I waste is at least double that for household waste. Is this due to the exceptional amount of attention that businesses are forced to pay to their waste under the Austrian system? 
Regulations have been very tight since 2004 and from 1 January 2004 all residual waste has had to be treated in Austria and has to meet a standard of less than 5% TOC (total organic carbon) or a calorific value of less than 6,00kj/kg in order for any waste to be sent to landfill. The latest Austrian Landfill Ordinance 2008/39 follows principles directly from the first Landfill Ordinance of 1996.
Hazardous waste is prohibited from landfill. Only asbestos waste is allowed into special cells in non-hazardous landfills. Of course, Austrian incineration plants benefit from sending their emission treatment residues for recovery in German salt mines (rather than using their own).
Therefore all Austria's residual waste has to go through either incineration or mechanical-biological treatment (MBT). There are seven grate firing incineration plants and three fluidised bed plants currently in operation with total capacity of 2m tpa and a further three fluidised bed plants in planning. The 17 MBT plants have a capacity of 793,000 tpa and will operate “for a limited period of 10-15 years and then be replaced by energy recovery” according to Dr Zahrer.
The progress made with household waste segregation for recycling has been impressive. In 1999 about 50% of household waste was separated and 1.4m tonnes were disposed of, half directly to landfill. In 2004 separate collection went up to 60% and a million tonnes, mainly to treatment, but a very limited amount exceptionally permitted direct to landfill up to the end of 2008. 
The cost of sending MSW to landfill during this time incurred a landfill tax of €87 (£75) per tonne in addition to disposal charges. In 2009 the expectation is that 65% of household waste will pass through separate collection and nothing directly to landfill. Incinerator bottom ash can still be sent to landfill if it is not otherwise processed and reclaimed for civil engineering purposes.
For individual companies, all those who employ more than 100 employees have to have a waste officer. For those with more than 20 employees they need to sign up to pursuing waste management concepts based on the waste management hierarchy. This ensures that all but the smallest industrial units have to actively assess their wastes being generated and take measures to prevent its generation and ensure recovery of unavoidable wastes.
For industry there has been a concerted effort on waste prevention and 
The MA 48 Sorting facility for Plastic Packaging The bell tent shaped Vienna waste processing plant, operated under the auspices of the City's waste management division MA 48, has been a feature on the northern Vienna skyline for more than two decades. Inside it has been constantly upgraded and improved to handle a wider range of wastes and to extract higher value from those wastes.
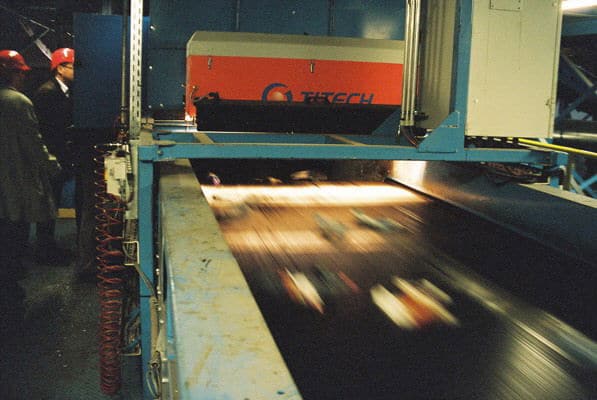
The original sorting stations designed for the hand picking of mixed wastes and subsequently just plastic wastes have recently been upgraded to include automatic sorting of plastic bottles into different polymer types and also colour sorting of PET bottles. This was the second stage of a City-wide development to increase the quality of both reclaimed plastics input and output quality. The first stage, improving the input material required the residents of Vienna to separately sort only plastic bottles rather than all the plastic wastes that they were originally encouraged to place into the plastic bring bins, which are widely available in Vienna.
The “Kermit” collecting system was piloted in 2002-3 and adopted throughout the City in late 2004/early 2005. This has meant that the proportion of plastic bottles has risen from 37% to 60% and impurities have gone down from 30% to 16%. In contrast, in the case of the Province of Lower Austria, which also delivers plastics packaging waste to the plant but using a yellow bag collection system picked up from individual households, the quality is much lower.
The new plastic packaging sorting plant was installed in late 2006 and opened for trial and testing runs in July 2007, becoming fully operational in August 2007. The new conveyors, 5 Titech automatic sorters and other modifications, including the puncturing of all containers processed, cost €4.5m. The plant can generate a total throughput of 4 tonnes per hour, 3.5 tonnes in the automatic sorting facility, and that currently operates with a single shift, which gives an annual throughput of 8,000 tonnes. The total staffing for this plant amounts to 16 people, mainly on final hand sorting ensuring the output quality meets the input standards of the PET to PET Recycling plant which is the ultimate destination of the PET.
In addition to the clear, green and blue PET bottles, PE containers, those used for liquid detergents, shampoos and household cleaning products, for example, are also separated out. A separate line deals with plastic films, mainly from commercial sources and there is residual mixed plastics waste that is baled and sent by rail to cement kilns together with a dowry of €100 per tonne for them to use as a fuel.
AD in Vienna
The new anaerobic digestion (AD) facility in Vienna sits in the shadow of Vienna's new incineration plant, and which became operational in the late autumn of 2008 and provides more than sufficient capacity with Vienna's other two incineration plants to treat the City's residual waste. The site already has in close proximity the hazardous waste incinerator and a sewage treatment plant for the whole of the city together with a sewage sludge incinerator. When the ISWA Recycling Working Group visited the AD plant in April 2008 it was undergoing commissioning trials and was due to be handed over to the City in May 2008.
This was slightly delayed but the plant is now in full operation The first stage development of the plant can accommodate between 17-20,000 tpa of liquid and solid organic wastes from restaurants, other commercial premises and hospitals. The likely regular mix will be 7,000 of liquid wastes and 10,000 tonnes of solid organic wastes each year. In contrast to the UK where the emphasis is on household sourced organic waste and increasingly waste from retailers, there are no plans for collection of kitchen wastes from households or from shops in Vienna. 
The liquid and solid organic wastes are initially treated separately in order to eliminate pernicious contaminants, such as metals, and then mixed together for processing which further extracts heavy fractions, such as stones and bones that are sent to an incineration plant to ensure that there is no danger to animal or plant health. Indeed, as the AD process is mesothilic, processing temperatures of 37-40oC, there has to be a hygienisation procedure by ensuring that the processed waste is subjected to a temperature of greater than 70oC for at least an hour in order to meet EU veterinary requirements.
The waste is then sent to the fermentation tank, 19m high by 14m in diameter, which has a retention time of 20 days and where the biogas, mainly methane plus carbon dioxide is generated. The amount of gas produced is around 100m3 per tonne of waste and this is used solely as a heat source in a 3.6 MW boiler for Vienna's district heating scheme with no electricity produced. The required electrical power to run the plant from the autumn of 2008 is being generated through the new incinerator's CHP system.
After fermentation the solid residue is separated through centrifuging and mixed with an equal amount of structural material, such as wood chips, loaded into containers and then sent to the composting facility. Initially the resulting compost will not be used for soils producing organic products, which Vienna's green waste compost is used for, but as the amounts produced will be less than 10% of the total composting capacity this should not prove a problem. Any liquid residue is piped under gravity to be treated at the adjacent sewage treatment plant, also owned by the City. It is surprising that Vienna has not explored the option to use this liquid as a bio-fertiliser as is undertaken in other AD plants given the close proximity of so many horticultural units in the area.
PET to PET Recycling
The company was founded in 2006 in an industrial estate specialising in reclamation processes on the outskirts of Mullerdorf, 35 km from Vienna. It processes 3tph of PET, mainly from the new plastics sorting facility in northern Vienna. There are two grades of output material produced: food grade and textile grade. The processing for the textile grade is de-baling the PET containers, hand sorting to remove contaminants, mainly non-PET containers and shredding to produce flakes, washing of the flakes to separate the PE cap material and drying. 
Mixed coloured containers are not a problem for most textile applications, which is why some of the food grade PET is sacrificed when the processing of different coloured PET occurs. Further processing is necessary for the food grade PET, mainly for drinks containers in clear, blue and green colours, and includes washing in caustic soda solution, drying and removal of fine dust and then the material is sent for bagging.
The production of pre-forms for the manufacture of different sizes of PET container, 05-1.5 litre capacity, which occurs off site, entails the mixing of 20-30% recycled PET flakes with PET pellets from virgin PET. The manufacturers could use up to 30% of reclaimed PET under USA FDA regulations, to which the Austrian plants adhere. There are 3 other plants using this technique, including a former Cleanaway (now Veolia) plant in Rostock. The technique is not the same as that used in the new plastic bottle processing facilities opened in Britain.
The value of the flake output from the plant is about 10-20% lower than the cost of raw material, although with the decline in polymer prices in the period from September 2008 there has recently been considerable volatility in relative prices.


Register for free to comment